在工业生产上,焊接机器人得到普及使用,那么设备焊接时,需要了解哪些焊接缺陷?一篇焊接机器人技术宝典之焊接技术缺陷分析及防治措施告诉你想知道的。
一、焊接缺陷的分类
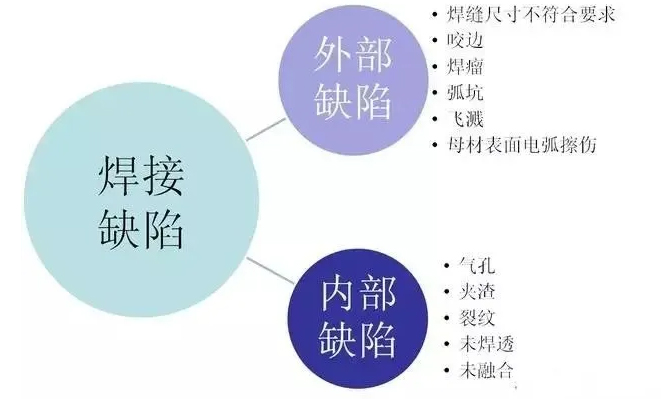
焊接缺陷的种类很多,按其在焊缝中所处的位置可分为外部缺陷和内部缺陷两大类。外部缺陷也叫外观缺陷。
外部缺陷位于焊缝表面,借用肉眼或低倍放大镜就能观察到。
内部缺陷位于焊缝的内部,必须应用破坏性检验或专门无损检验方法才能发现。
焊接缺陷的常见分类方法如下:
二、咬边
1、现象
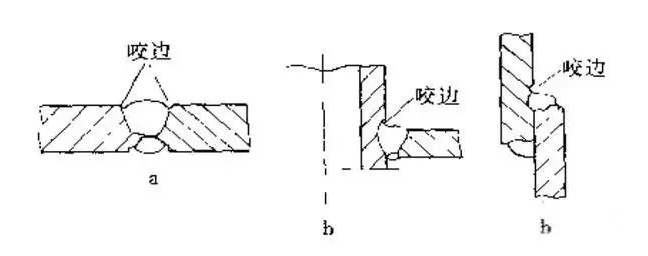
咬边也称“咬肉”,是电弧或火焰将焊缝边缘的母材熔化后,没有得到填充金属的补充,而留下的凹陷或凹槽。
2、原因分析
(1)焊接电流过大,电弧过长,运条角度不当及运条操作不熟练。
(2)焊接运条时,坡口边缘两侧停留时间过短,造成熔敷金属与母材未熔合。
(3)焊缝填充金属过低,盖面焊接焊肉过厚,电弧停留时间过长,焊缝区域温度过高而造成咬肉。
3、危害性
咬边是一种危险的缺陷,它不但减小了基本金属的有效工作截面,而且在咬边处还会造成应力集中。咬边又是一种常见的缺陷,应该特别引起注意。
4、预防措施
(1)选择合理的焊接工艺参数。碱性焊条应采用短弧焊接,保持运条均匀,坡口边缘运条稍慢些,停留时间稍长些,中间运条稍快些。多道焊中,应保持匀速焊接,应注意运条角度。
(2)焊条的填充金属应略低于焊道母材表面,这样盖面的焊道宽度轮廓清楚,外观成型好。
5、处理方法
焊缝咬边深度超标部分,应用砂轮打磨修整后补焊。对轻微咬边处用砂轮修磨成平滑过渡。
三、焊缝尺寸不符合要求
1、现象
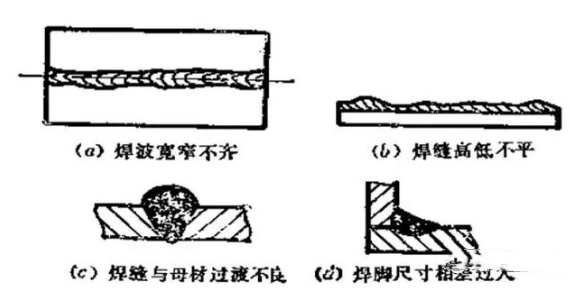
包括:焊缝外形高低不平、焊道宽窄不齐、焊缝余高过大或过小、焊缝宽度太宽或太窄、焊缝和母材之间的过渡不平滑等,如图1所示。
2、原因分析
(1)焊缝坡口角度、宽度及组装间隙不统一。
(2)焊条直径选择不当,造成填充层过高,失去坡口轮廓线,使盖面宽窄不一,焊缝过高,波纹粗劣。
(3)背面清根刨缝质量差,焊道宽度不一。
(4)焊接电流过大或过小,运条手法和角度不当以及焊速不均匀。
3、危害性
尺寸过小的焊缝,会降低焊接接头的强度;尺寸过大的焊缝,不仅浪费焊接材料,也会增大焊接结构的变形。焊缝金属向母材的过渡处若不平滑,出现尖角,会造成应力集中,降低焊接结构的承载能力。
4、预防措施
(1)采用自动和半自动切割机或刨边机加工坡口。
(2)焊缝组对间隙应控制在标准规范要求值以内,背面用碳弧气刨清根后,采用砂轮修整刨槽及碳化层,使刨槽宽窄一致。
(3)选用适当的焊接电流和焊条直径,遵守焊接工艺,熟练掌握操作技术,保持焊速均匀;手工焊操作人员要熟练地掌握运条速度和焊条角度,以获得成形美观的焊缝。
5、处理方法
对于焊缝余高过高,应用砂轮修整,宽窄不一或高度不够处,应重新补焊,且补焊连接处应圆滑过渡。
四、焊瘤
1、现象
熔化金属流淌到焊缝以外未熔化的母材上形成金属瘤。该处常伴有局部未熔合,有时也称满溢。习惯上,还常将焊缝金属的多余疙瘩部分称为焊瘤。
2、原因分析
(1)坡口边缘污物未清理干净;电流过大,熔池温度过高,使液体金属凝固较慢,在自重的作用下下坠而成;焊接速度太慢以及组对间隙太大等。
(2)运条角度不当,操作不熟练。焊速过慢也极易产生焊瘤。
3、危害性
焊瘤处应力集中,还易伴生裂缝等缺陷;焊瘤也破坏了焊缝平整光滑的外形,管子内部的焊瘸,除降低强度外,还减小管道的有效截面,造成堵塞观象。
4、预防措施
(1)焊接前应彻底清理坡口及其附近的脏物;组对间隙要合适;选择适当的焊接电流和运条角度,熟练掌握操作技术,保持焊速均匀。
(2)碱性焊条采用短弧焊接,极性反接。
5、处理方法
当出现焊瘤时,若伴有未融合、气孔、裂缝等缺陷时,应彻底清除缺陷,然后再进行补焊。对于焊缝金属的多余部分,可采用砂轮打磨的方法修整焊缝外形。在打磨时应注意观察内部是否伴有其它缺陷, 一旦发现伴生缺陷应彻底清除。
五、弧坑
1、现象
弧坑是焊接时,由于断弧和收弧不当,在焊道末端形成的低洼部分,表面低凹深度大于0.5mm以上。
2、原因分析
焊缝熔池金属未填足,熄弧过快或电流过大(薄板时)而造成。
3、危害性
弧坑低于基本金属表面,降低了焊接接头的承载能力,而且弧坑内常伴有气孔、夹渣、微裂纹等缺陷。
4、预防措施
收弧过程中,焊条要在收弧处作短暂的停留或作回焊运条,使电弧不要突然熄灭、使焊条金属填满熔池。
5、处理方法
采用砂轮打磨修整、补焊,碱性焊条宜采用回弧焊接,以免引弧产生气孔。
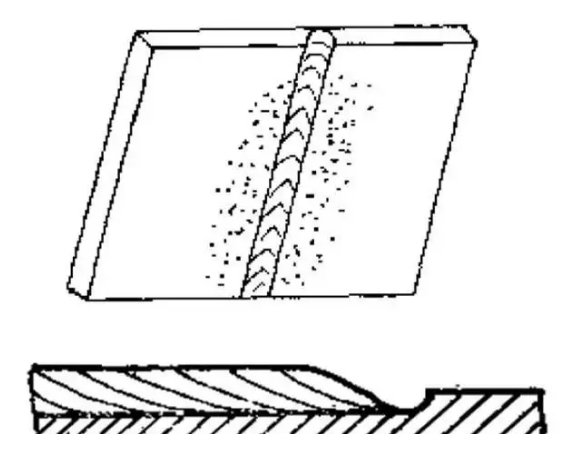
六、飞溅
1、现象
手工焊接时,在焊缝及其两侧母材上产生一般性飞溅和严重性熔合飞溅。一般性飞溅是手工焊接常见的焊接质量通病;但产生严重性熔合性飞溅,其危害甚大,它会增加母材局部表面淬硬组织,易产生硬化发生脆裂及加速局部腐蚀性等缺陷。
2、原因分析
(1)碱性焊条使用极性不正确,电弧不稳定而产生飞溅。
(2)接地电缆接头不当,产生严重磁偏吹,造成严重飞溅。
(4)焊条保管不当,使其表面涂料变质外,更严重的是受潮,使内部含有大量气体引起的;
(5)选择电流过大,受潮的焊条内部含有大量的水份,在髙温熔解下,一部分水份被熔解在熔液中,在焊接电弧高温作用下,便熔解在金属的熔液气体发生剧热膨胀而胀裂,造成小粒熔液金属小滴落到焊缝及其两侧母材上。当温度不高时,小粒熔液金属冷却成一般性飞溅,当温度较高时,熔合在焊缝及其两侧母材表面的受热区域,称为熔合性飞溅。

3、预防措施
(1)加强焊条管理制度,使焊条不变质、不受潮。在库房的焊条应放置在通风良好、架空距地面高度不少于300~500毫米的高处;
(2)为了避免焊接产生飞溅,露天场合焊接施工时,在雨、露、雪等焊接潮湿环境,不采取有效防护措施,不得进行焊接;
(3)为了保证焊接环境,防止飞溅物产生,应适当提高温度,消除湿度。具体作法如下:
1)控制焊接环境的温度和相对湿度,当环境超标时应采取适当的防护措施,方可施焊;
2)焊前要清理坡口表面及其两侧不少于20mm范围内的水份、油污、铁锈等;
3)焊接材料(焊条、焊剂等)应有烘干和发放制度,焊条、焊剂的烘干温度和时间应严格按照相关要求进行。
4)烘干后的焊条应存放在100~150摄氏度的恒温箱中;现场施焊的焊工应具有良好的自动式焊条保温筒,焊条在保温筒内的时间不宜超过4小时,如超过时间应重新烘干。
5)对不锈钢及有色金属母材的焊接,为防止产生飞溅的缺陷,焊接时除了保证焊条干燥外,并在焊缝两侧母材金属表面涂刷防护涂料的保护措施或采用氩弧焊,可避免产生一般性或熔合性飞溅。
4、处理方法
对焊缝及其两侧母材表面产生一般性飞溅时,可用锉刀或手铲等工具除掉即可,如果属于熔合性飞溅时,可用砂轮打磨法彻底除掉,与焊缝母材相平(打磨深度不得超过0.5毫米)。