变位机一般按照驱动电动机个数分为:单轴变位机、双轴变位机、三轴变位机和复合型变位机等。在焊接作业之前和焊接过程中,变位机通过夹具来装卡和定位被焊工件,对工件的不同要求决定了变位机的负载能力及其运动方式。变位机作为机器人焊接生产线和柔性焊接加工单元的重要组成部分,其作用是将被焊工件旋转(平移)到达最佳的焊接位置。
1. 单轴变位机
单轴变位机按照结构形式一般分为:L型和C型。L型变位机包括:主动头、尾架和机械框架,主动头一般有焊接机器人外部轴驱动,可以实现与焊接机器人的协调运动,尾架无动力,尾随动系统。L型变位机主要用于旋转型工件的焊接。
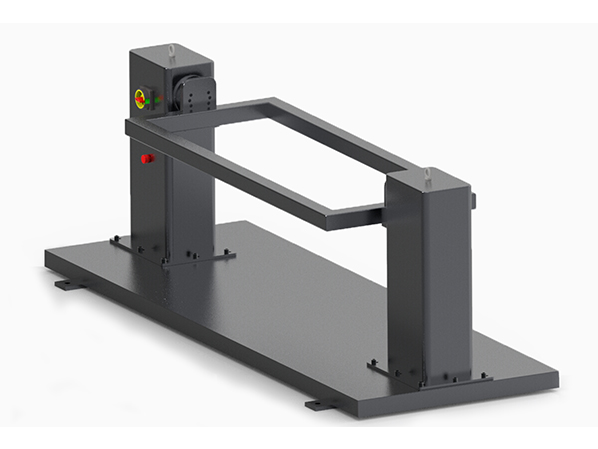
2. 双轴变位机
双轴变位机以A型为主,主要由旋转轴、翻转轴和机械框架构成,一般均为焊接机器人外部轴驱动,以实现协调运动。从理论上讲,可将任意焊缝置于水平或船形焊位置,A型变位机通常用于多面体型(焊缝分布在多个面上)工件的焊接。
3. 三轴变位机
三轴变位机按照煮旋转轴形式一般分为:K型和R型。
K型变位机包括:垂直主旋转轴和另外2个旋转头(相当于L型变位机),一般均由焊接机器人外部轴驱动,可以实现与焊接机器人的协调运动。K型变位机主要用于旋转型工件的焊接。K型变位机的特点:变位运动主要占用垂直空间,节约水平空间位置。
R型变位机包括:水平主旋转轴和另外2个旋转头(相当于L型变位机),一般均由焊接机器人外部轴驱动,可以实现与焊接机器人的协调运动。R型变位机主要用于旋转型工件焊接。R型变位机的特点:变位机运动主要占用水平空间,节约垂直空间位置。
4. 复合型变位机
复合型变位机是由前面各类变位机组合而成,这里主要介绍B型和D型两类。
B型变位机是由2个A型变位机和1个C型变位机组合,A型变位机各为一个工位,C型变位机用于工位切换。D型变位机是由2个双轴变位机和1个C型变位机组合,双轴变位机各为一个工位,C型变位机用于工位切换。